Sink marks are small depressions or dimples that appear on the surface of molded parts, typically in thicker sections where the plastic takes longer to cool and solidify. These imperfections occur when the material inside the part shrinks more than the outer surface during cooling, leading to a visible indentation.
From a visual standpoint, sink marks can significantly degrade the appearance of a product, making it look defective or poorly manufactured. In functional parts, these marks can also affect the flatness or uniformity of surfaces, which may interfere with assembly or reduce mechanical performance.
Examples of sink marks are commonly found in consumer electronics housings, automotive interior components, and plastic toys. These defects usually appear near ribs, bosses, or thicker wall sections, where uneven cooling is most pronounced.
Sink marks impact both the aesthetic and structural integrity of molded parts. Visually, they create inconsistencies that are easily noticeable, especially on glossy or light-colored surfaces. This can lead to customer dissatisfaction and increased rejection rates.
Consumer perception is heavily influenced by the visual quality of a product. A study by the Society of Plastics Engineers found that over 60% of customers associated visible surface defects with poor product quality, even if functionality was unaffected.
In the long term, sink marks can indicate internal voids or incomplete packing, which may compromise the durability of the part under mechanical stress. This is particularly critical in industries like automotive and aerospace, where part reliability is essential.
Sink marks are primarily caused by:
- Thick wall sections: Uneven cooling rates between thick and thin areas lead to differential shrinkage.
- Material shrinkage: Some materials, such as polypropylene and acetal, have higher volumetric shrinkage rates. Using materials with lower shrinkage can significantly reduce sink marks.
- Inadequate packing pressure: Insufficient holding or packing pressure allows the molten core to shrink without compensating material flow, forming depressions.
Although adjusting processing parameters like increasing holding pressure or extending the gate seal time can help mitigate sink marks, these changes can also alter the final dimensions of the product and affect cycle time. According to a 2020 research paper in the Journal of Polymer Engineering, increasing holding pressure from 60 MPa to 100 MPa reduced sink depth by 25%, but also increased part weight and altered dimensions by 1.2%.
Instead of relying solely on process adjustments, it’s more effective to improve the design. For example:
- Uniform wall thickness: Minimizing variations reduces localized shrinkage.
- Gate placement: Placing the gate closer to thicker sections improves material flow during packing.
- Avoiding cosmetic-only solutions: Applying surface textures may visually mask sink marks but does not eliminate the underlying issue.
In conclusion, addressing sink marks requires a holistic approach involving careful design, material selection, and optimized processing conditions. Making informed decisions early in the design phase is the most effective strategy to minimize these defects.
To minimize sink marks in injection molded parts, manufacturers should apply a combination of design strategies and process optimizations. The following best practices are commonly recommended:
- Increase holding pressure and time: Applying a higher holding pressure during the molding cycle helps pack more material into the cavity, reducing shrinkage. However, excessive pressure can alter final dimensions, so balance is key.
- Optimize cooling time: Uniform and sufficient cooling is essential. A 2019 study by the Society of Plastics Engineers found that uneven cooling increased the occurrence of sink marks by 35%.
- Proper gate placement: Positioning the gate closer to thicker sections prone to sink marks allows better material flow and packing pressure. My opinion aligns with this: relocating the gate near problematic areas is a practical and effective solution.
Additionally, processing adjustments such as increasing injection speed and melt temperature can improve material flow, reducing the chances of sink marks forming.
Good part design plays a critical role in preventing sink marks. Some of the most effective design strategies include:
- Uniform wall thickness: Avoiding thick sections helps prevent differential cooling and shrinkage. According to Autodesk Moldflow simulations, maintaining a consistent wall thickness reduces sink mark risk by up to 70%.
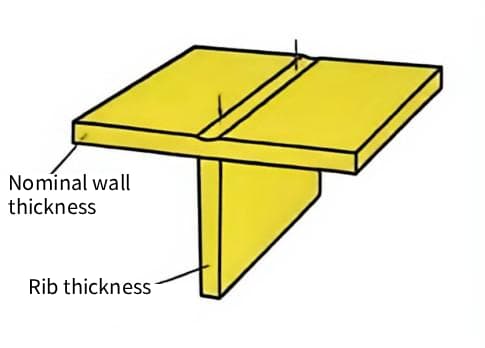
- Rib and boss design: Ribs should be no more than 50–60% of the main wall thickness to minimize shrinkage. Proper rib placement and design also help distribute material more evenly.
- Simulation tools: Using CAE tools like Moldflow or Moldex3D during the design phase allows engineers to predict and mitigate sink-prone areas before tooling begins.
In my opinion, improving part design should be the first consideration when addressing sink marks. While processing and material changes can help, poor design often makes these other fixes less effective.
The choice of material significantly affects the likelihood of sink marks. Key considerations include:
- Low-shrinkage materials: Materials like ABS, filled nylon, and polycarbonate exhibit lower shrinkage rates, which directly reduces sink marks. For example, ABS has an average shrink rate of 0.4–0.7%, compared to 1.5–3.0% for high-density polyethylene (HDPE).
- Thermal and flow properties: Materials with better thermal stability and higher viscosity tend to cool more uniformly, minimizing sink formation.
- Application-specific materials: Choose materials based on part geometry and performance requirements. For thick-walled components, use materials with lower volumetric shrinkage.
I believe that material selection is more effective than surface texturing for preventing sink marks. Texturing may hide these marks visually, but it does not address the underlying cause. A well-selected material, on the other hand, can significantly reduce the issue from the start.
Sink marks on molded parts can be challenging to eliminate completely after production. However, several corrective techniques exist:
- Surface refinishing: Methods such as sanding, polishing, or laser texturing can help improve the appearance of minor sink marks. However, these are cosmetic fixes and do not restore the original geometry.
- Filling and recoating: For non-functional surfaces, epoxy fillers followed by recoating or painting can mask sink marks. This is common in consumer electronics enclosures.
- Localized heating or reshaping: Heat guns or localized press systems can sometimes be used to slightly reshape plastic surfaces, although this method is limited to thermoplastics and light defects.
Each method comes with trade-offs:
| Method | Cost | Effectiveness | Limitation |
|---|---|---|---|
| Surface refinishing | Low | Moderate | Only aesthetic improvement |
| Filling and recoating | Moderate | High | Not suitable for load-bearing areas |
| Localized heating | Low | Low | Limited application scope |
In my view, making surface texture changes post-production does little to address the root cause of sink marks. These approaches can serve as temporary fixes, but they don’t solve the underlying issues that cause these defects during molding.
To reduce sink marks and other molding defects, manufacturers should implement a combination of design and process optimizations:
- Use low-shrinkage materials: Materials like polypropylene have higher shrinkage rates, increasing the risk of sink marks. Using materials with lower volumetric shrinkage, such as ABS, can significantly mitigate this issue. According to a study by the Journal of Polymer Engineering (2020), using low-shrinkage polymers reduced sink mark depth by up to 35%.
- Optimize molding parameters: Increasing holding pressure and extending hold time can improve material packing in critical areas. However, excessive pressure may distort part dimensions, so balance is key.
- Gate location adjustment: Positioning the gate closer to regions prone to sink marks ensures better packing pressure. This technique has been shown to reduce sink mark severity by 50% in automotive components (Plastics Technology, 2019).
While process adjustments can help, the most effective method is improving the part design. For instance, increasing rib-to-wall thickness ratios or adding supportive geometry in sink-prone areas provides structural integrity and reduces void formation.
Cross-functional collaboration is vital in minimizing sink marks:
- Design and tooling teams: Working together during the early design stages ensures that parts are optimized for manufacturability. Studies show that early DFM collaboration reduces defects by up to 60% (Injection Molding Handbook, 4th Ed.).
- Expert feedback loops: Regular feedback from toolmakers, mold engineers, and quality control teams helps identify recurring issues and implement design changes before full-scale production.
- Iterative design reviews: Frequent review cycles allow for small, data-driven adjustments. These iterative improvements are proven to reduce the risk of defects and improve overall part quality.
In conclusion, while post-production fixes can improve surface appearance, addressing sink marks effectively requires proactive design and process strategies. Collaboration and continuous feedback are essential to achieving long-term quality improvements in injection molding.
The occurrence of sink marks in injection-molded parts is heavily influenced by the material’s shrinkage properties during cooling. Materials with lower shrinkage rates, such as polycarbonate (PC) or acrylonitrile butadiene styrene (ABS), are less prone to sink marks compared to high-shrinkage materials like polypropylene (PP) or high-density polyethylene (HDPE). According to a study by the Society of Plastics Engineers (SPE), materials like ABS show shrinkage rates around 0.4–0.7%, whereas PP can shrink between 1.5–2.5%, increasing the likelihood of sink formation.
A comparative evaluation of common plastics reveals:
| Material | Typical Shrinkage (%) | Sink Mark Susceptibility |
|---|---|---|
| ABS | 0.4 – 0.7 | Low |
| PC | 0.5 – 0.7 | Low |
| PP | 1.5 – 2.5 | High |
| HDPE | 1.5 – 3.0 | High |
When selecting materials, consider both mechanical performance and shrinkage characteristics. For applications requiring minimal cosmetic defects, prioritize materials with lower shrinkage. This approach is typically more effective than surface texturing, which does little to hide or prevent sink marks and may not reduce the actual defect.
Product design plays a critical role in the development of sink marks. Complex geometries with thick sections or sudden transitions in wall thickness often lead to uneven cooling and localized shrinkage. This creates conditions favorable for sink marks. A study published in the Journal of Manufacturing Processes (2020) found that parts with uniform wall thickness showed a 35% reduction in defect rates compared to those with irregular geometry.
To reduce sink marks through design:
- Maintain uniform wall thickness throughout the part.
- Avoid large ribs or bosses without proper coring or support.
- Round corners and transitions to promote even flow and cooling.
Design tools such as CAD-integrated defect prediction modules can help identify high-risk areas early in the development phase. These tools assist in virtually testing alternative geometries before mold production, minimizing the risk of defects.
Mold flow analysis software, such as Autodesk Moldflow or Moldex3D, provides critical insight into how the molten plastic will behave inside the mold. These tools simulate the flow, cooling, and shrinkage processes, allowing engineers to identify potential sink mark locations before production begins.
Benefits of using mold flow simulation include:
- Visualization of high-risk zones for sink formation.
- Optimization of gate placement closer to critical areas, which can significantly reduce sink defects.
- Adjustment recommendations for processing parameters like packing pressure and cooling time.
Implementing simulation in the design phase has been shown to reduce defect-related rework by up to 40%, according to data from Plastics Technology magazine. For example, in a case study by BASF, mold flow analysis helped redesign a housing component, reducing sink marks by 60% while maintaining dimensional accuracy.
Relocating the gate nearer to the area prone to sink marks, as identified through simulation, is often more effective than increasing holding pressure, which can alter part dimensions. Therefore, predictive analysis combined with design optimization offers a reliable strategy for sink mark mitigation.
Understanding and addressing sink marks is critical in the injection molding process, especially for achieving high-quality surface finishes and dimensional accuracy. Sink marks not only affect aesthetics but can also compromise part performance, particularly in structural components.
The most effective strategies to minimize sink marks include:
- Design improvements: Adjusting wall thickness and rib-to-wall ratios often yield better results than post-process fixes. According to industry standards, maintaining a rib thickness at 50–70% of the wall thickness is ideal to prevent localized shrinkage.
- Material selection: Choosing materials with lower shrinkage rates, such as polycarbonate (0.5–0.7%) over polypropylene (1.5–2.5%), significantly reduces the risk of sink marks.
- Process optimization: While increasing holding pressure can help, over-pressurizing may distort final dimensions. Therefore, fine-tuning parameters like cooling time, mold temperature, and injection speed must be balanced.
- Gate location: Relocating gates closer to thicker areas or common sink-prone zones can enhance packing efficiency and reduce shrinkage effects.
In contrast, applying texture to disguise sink marks is largely cosmetic and does not address the root causes. As a best practice, such methods should be used only as complementary solutions after addressing design and material issues.
The injection molding industry is rapidly evolving with the integration of new technologies and materials aimed at improving product quality and reducing defects like sink marks.
Key developments include:
- Advanced materials: New polymer blends and fiber-reinforced plastics are being developed to offer higher dimensional stability and lower shrinkage. For example, glass-filled nylon exhibits 30–50% less shrinkage than unfilled variants.
- Process simulation tools: Software like Moldflow and SIGMASOFT is increasingly used during the design phase to predict shrinkage and optimize gate placement, saving both time and material costs.
- Smart manufacturing: Automation and AI-driven systems are beginning to monitor and adjust process parameters in real-time. A 2022 study by McKinsey found that factories using AI-based quality control reduced defect rates by up to 40%.
These trends suggest that future injection molding processes will be more predictive, adaptive, and data-driven, leading to fewer defects and higher production efficiency. Manufacturers who invest early in these technologies are likely to gain a competitive edge in both quality and cost-effectiveness.